Компания ООО СВ Полимер изготавливает под заказ гальванические ванны из полипропилена и других инженерных термопластов для ручных и механизированных гальванических линий.
Оборудование для нанесения химических, электрохимических и анодной-оксидных покрытий отличается большим разнообразием ввиду широкого диапазона технических подходов, что не может быть обеспечено оборудованием одного типа. Конструкция и состав данного оборудования задаётся технологическим процессом и рядом специальных требований к обработке определённых функциональных деталей.
Основным оборудованием гальванических цехов и участков являются ванны, ёмкости, резервуары и накопители из материалов, устойчивых к компонентам используемых рабочих растворов.
Гальванические ванны выполняют роль особых ёмкостей-реакторов для обеспечения условий проведения различных технологических процессов. В зависимости от состава и температуры раствора, технических характеристик раствора, условиях эксплуатации и габаритах ванны изготавливаются разных материалов:
Гальванические ванны и линии — применяемый материал:









- Поливинилиденфторид (PVDF) — как материал футеровки
- Этилен-хлортрифторэтилен (ECTFE) — как материал футеровки
Типовая конструкция ванны представляет собой самонесущую прямоугольную емкость или прямоугольный резервуар в стальном каркасе (при больших габаритах), изготовленной из полимерного материала и при определенных условиях эксплуатации имеющий вкладыш из материала более устойчивого к компонентам используемых рабочих растворов.
Также возможна футеровка термопластами внутренней поверхности существующих гальванических ванн, выполненных в металле или железобетоне.
Комплектация и оснащение гальванических ванн и линий
По вашему запросу гальванические ванны комплектуются:
- Барабаны, колокола или лотки
- Бортовые отсосы
- Сливные карманы, переливы и перегороди
- Токоведущие и нетоковедущие штанги
- Опоры-ловители, контактные группы, устройства покачивания и встряхивания
- Контрольно-измерительные приборы (ротаметры, датчик уровня жидкости, датчик температуры)
- Шкаф общего централизационного управления
- Крышки (в ручном, механизированном и автоматическом исполнениях)
- Основание с регулируемыми опорами
- Система нагрева/охлаждения ванн с автоматическим поддержанием температуры (нагревателями и змеевиками, термостатирование рабочей ёмкости в жидкостной рубашке, либо с применением специальных утеплителей)
- Система фильтрации
- Система безвоздушного перемешивания
- Источники тока
- Система вытяжной вентиляции
- Система дозирования
- Система качания
- Другие необходимые элементы по просьбе заказчика
Гальванические ванны поставляются вам в полной заводской готовности, их можно монтировать и подключать на объекте сразу после доставки.
В дополнение к гальваническим ваннам изготавливаем и монтируем:
- Трубопроводы с запорной арматурой
- Емкости/резервуары для хранения и приготовления рабочих растворов
- Системы удаления паров (бортовые отсосы, воздуховоды, скруббер, аэраторы, каплеуловители)
- Емкости приготовления электролитов
- Установки дозирования (реагентов, электролитов)


Линии подразделяются «по назначению»
- Подготовка поверхности
- Нанесения защитно-декоративных покрытий
- Постоперационной обработки
Составные части гальванических линий
- Приточно-вытяжная вентиляция
- Участок водоподготовки
- Автооператор, кран-балка, тельфер или таль
- Источники тока
- Процессные ванны:
— химического и электрохимического обезжиривания от консервационных масел и смазочных композиций;
— травления и декапирования (ванны осветления, ванны удаления поверхностного повреждённого слоя, ванны удаления ржавчины, ванны удаление окалины после сварочных работ и т.д.);
— химического нанесения функциональных слоёв (защитные – ванны меднения, ванны никелирования, ванны пропитки функциональными композициями (антифрикционные, электроизоляционные, токопроводные) и т.д.; декоративные – ванны пассивации (щелочное и кислотное оксидирование, хромитирование и т.д.));
— электрохимического нанесения функциональных слоёв (защитные – ванны меднения, ванны никелирования, ванны цинкования, ванны хромирования, ванны оловянирования, ванны свинцевания, ванны золочения, ванны серебрения, ванны родирования, ванны индирования, ванны фосфатирования и т.д.; декоративные – ванны анодирования, анофорез, катофорез);
— постоперационной обработки (сушильные шкафы форм-фактором соизмеримые с ваннами в линии, входящие в технологический процесс).- Ванны тёплой и холодной промывки (бескаскадные и каскадные).
- Ванны с дополнительным технологическим оборудованием:
— крышки ручные/механизированные/автоматические,
— для обработки мелких серийных деталей (барабаны, колокола, корзины и клети),
— системы фильтрации процессных ванн,
— системы перемешивания рабочих растворов,
— системы термостатирования ванн для процессов, требовательных к температурным условиям среды (змеевики из нержавеющей стали, змеевики из термопластов, ТЭНы, «рубашки» утепления из инертных теплоизоляционных материалов и с применением жидкостных теплоносителей).- Сопутствующие ёмкости из химически устойчивых материалов
- Очистные сооружения гальванических стоков
Оборудование нашего производства применяется для различных технологических процессов
- Химическое и электрохимическое обезжиривание поверхности
- Декапирование (травление прямое и селективное)
- Фосфатирование
- Хромирование (белое или молочное, матовое или твёрдое, блестящее, с подслоем меди и никеля)
- Цинкование (из кислых, слабокислых и цинкатных электролитов)
- Кадмирование
- Химическая полировка (электрохимическая полировка (ЭХП), электроплазменная обработка (ЭПО))
- Химическое воронение (щелочная пассивация)
- Анодирование (алюминия, алюминиевых сплавов, титана, микродуговое оксидирование (МДО), стали из кислых
- электролитов под окрашивание и из нейтральных с более плотной непористой плёнкой)
- Нанесение драгоценных и редких металлов (серебрение, родирование, золочение, индирование и т.д.)
- Оловянирование (лужение)
- Меднение (химическое, электрохимическое)
- Свинцевание
- Никелирование (химическое с подслоем меди, электрохимическое прямое, электрохимическое с подслоем химически осаждённых никеля и меди)
- Осаждение твёрдых растворов
- Электроосаждение ЛКП
- Пропитка силерами
- Гидрохимический синтез и осаждение
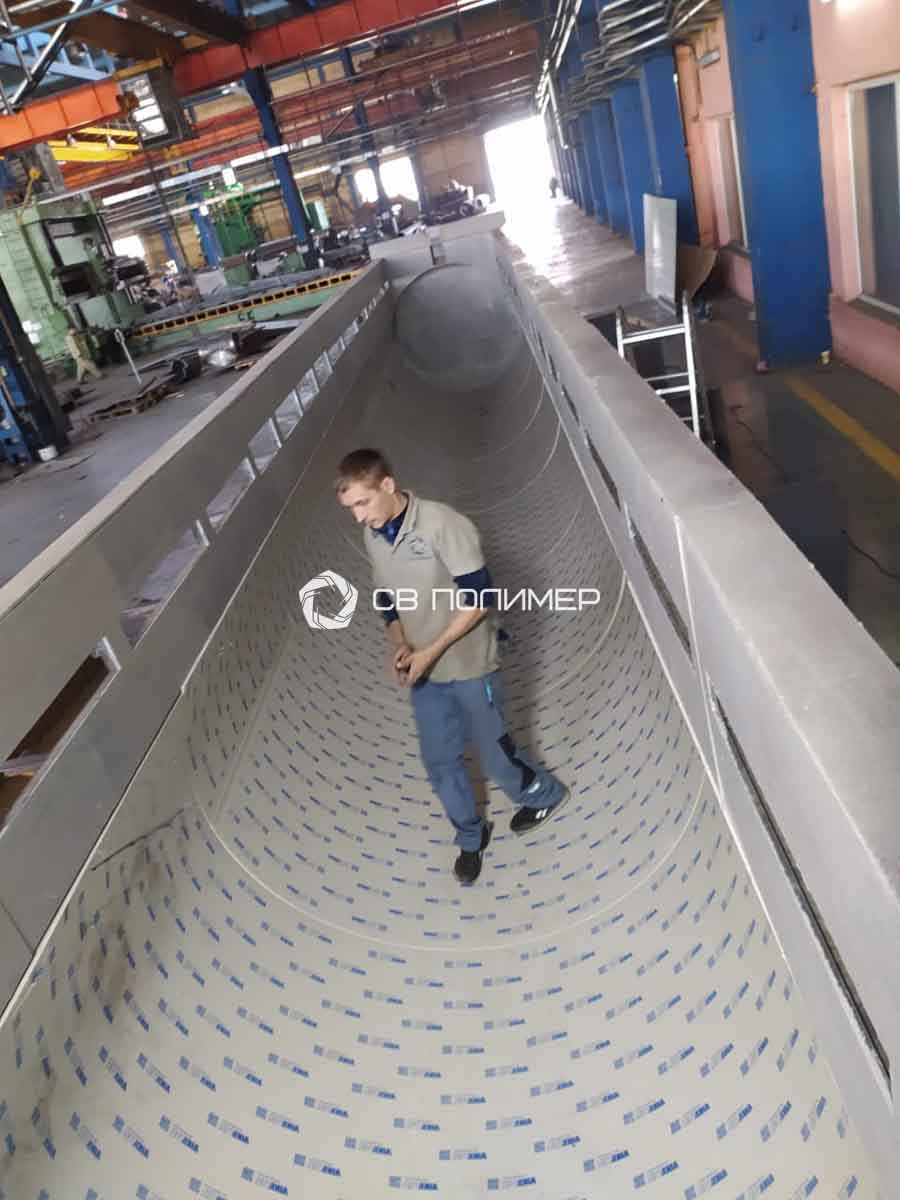
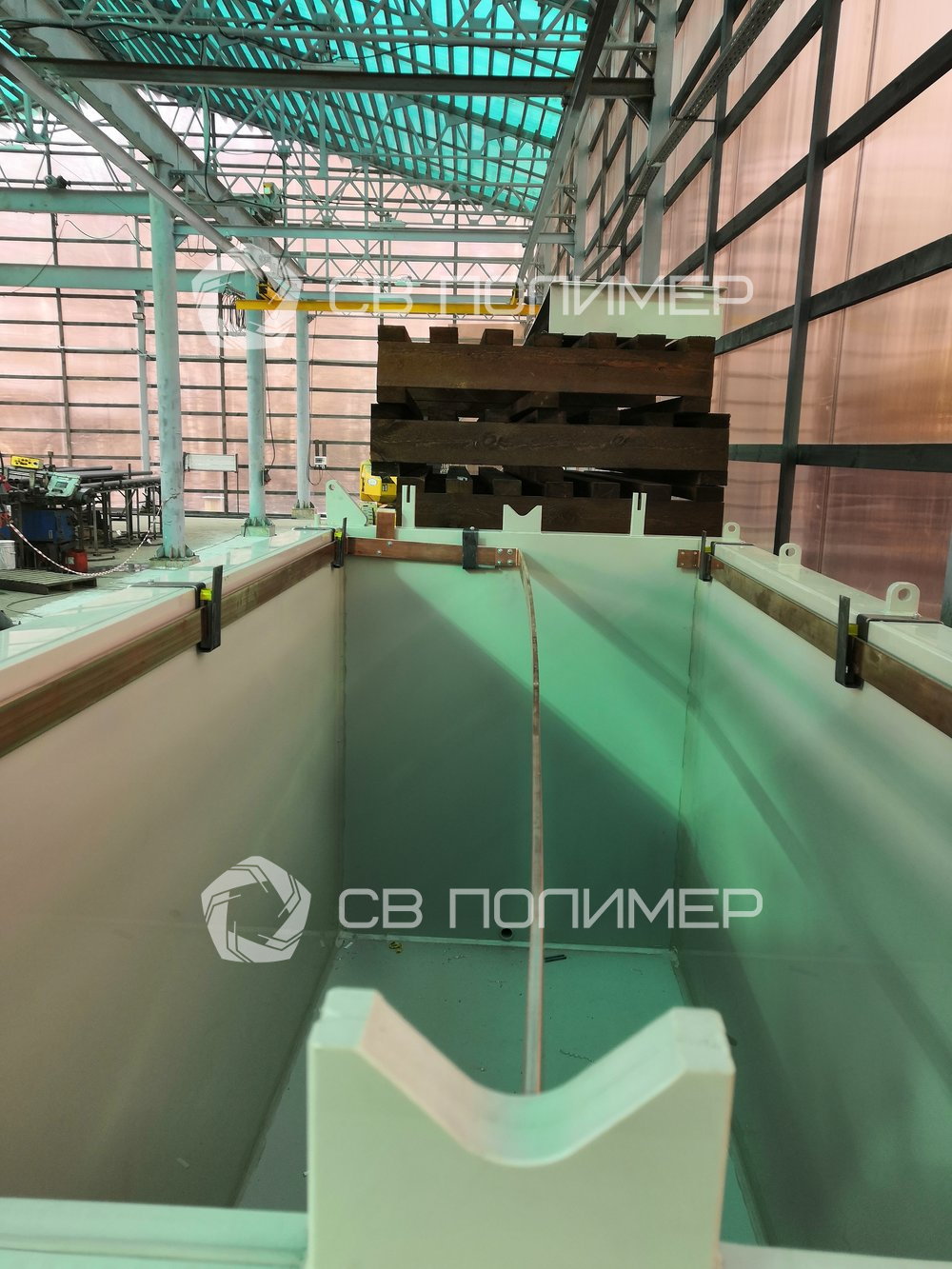
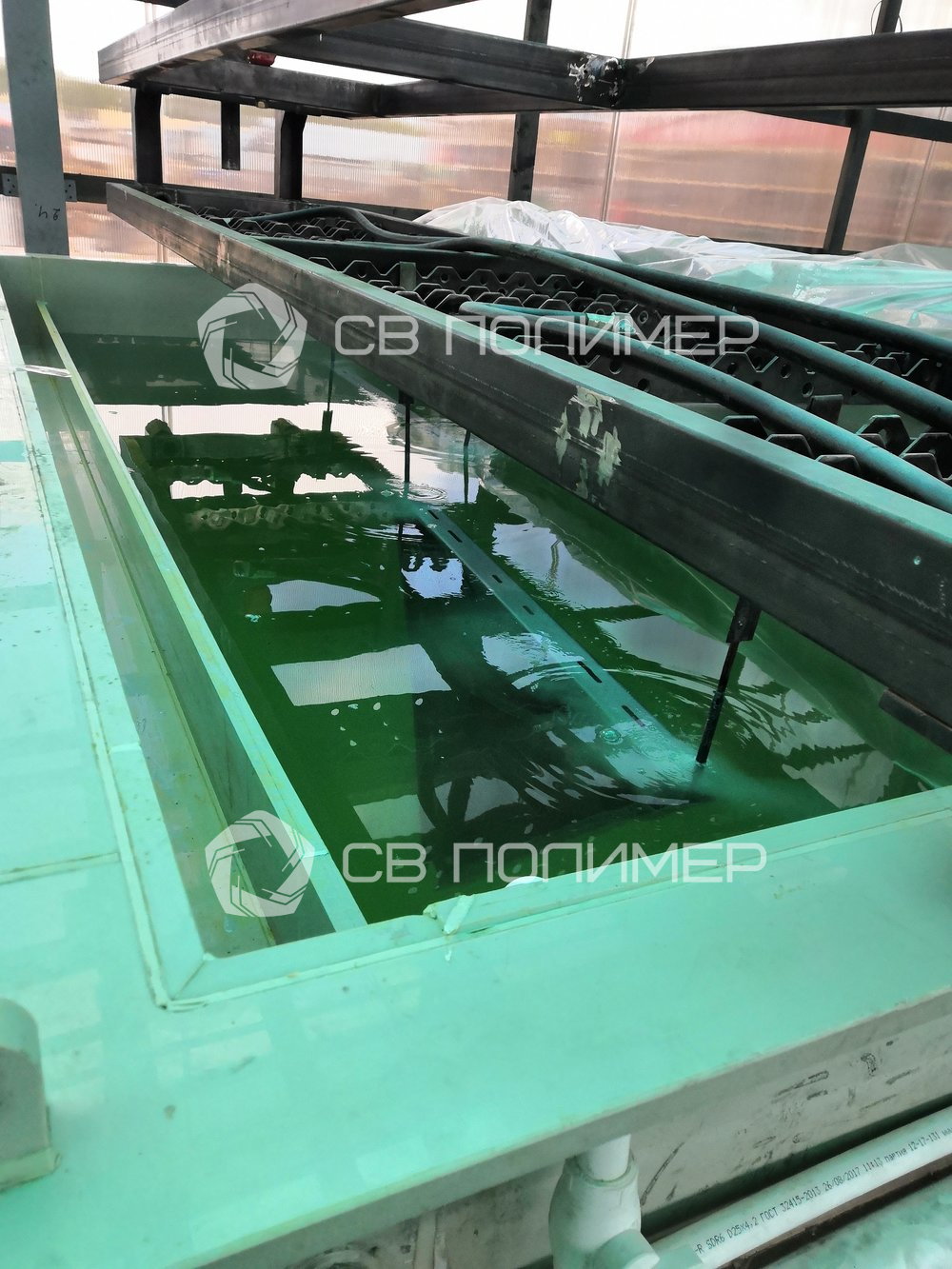
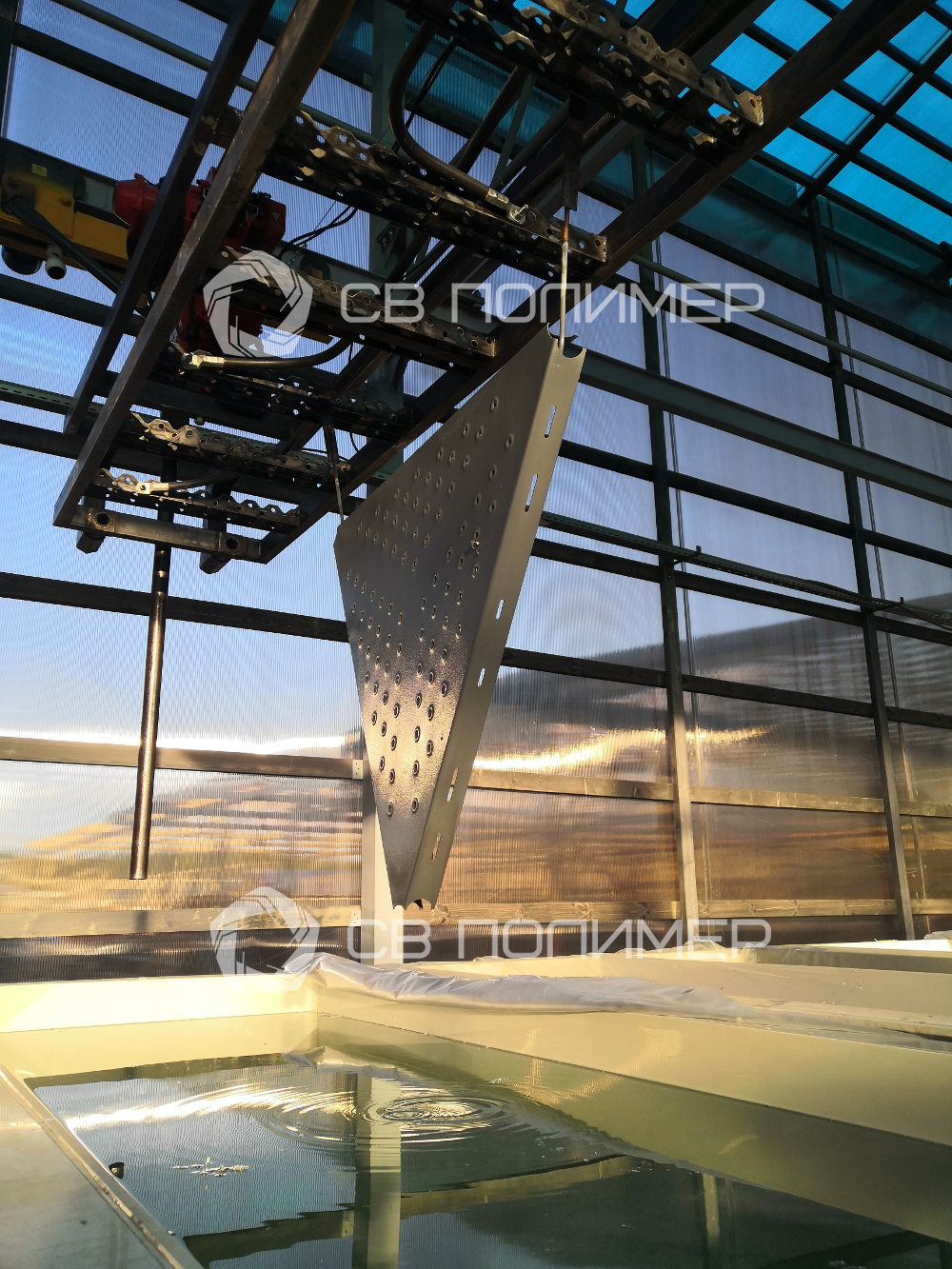
Пример: процесс футеровки ванны пассивации









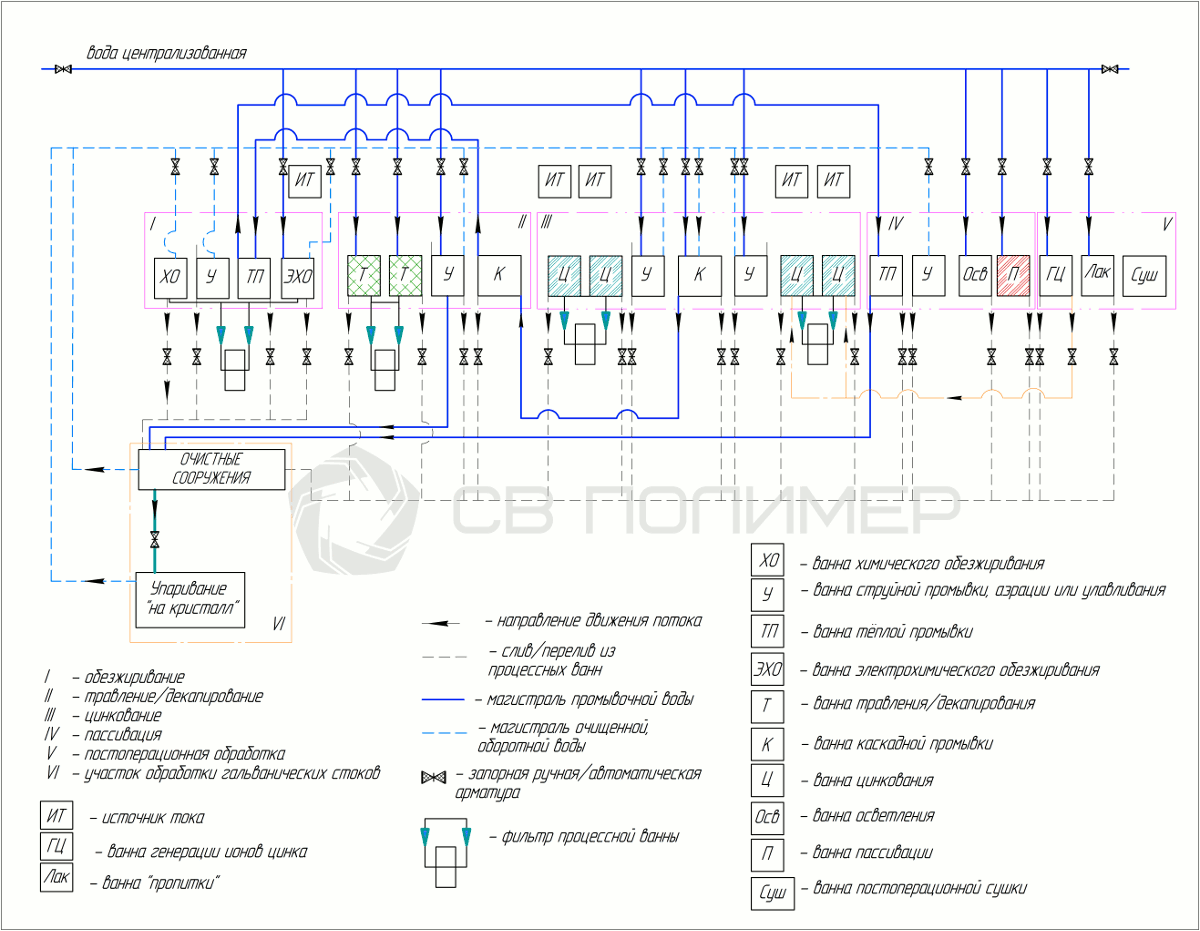
Линии цинкования: технологическая схема
Наиболее часто распространенные гальванические процессы
Цинкование — самый распространенный способ катодной защиты металлов (стали, железа, чугуна) от коррозии. И это не только защита, но и придание наиболее лучшего внешнего вида изделиям. Температурный максимум такой защиты выше, чем у окрашенных слоёв. Необходимо помнить, что стойкость цинковых покрытий неодинакова в различных атмосферных условиях и климатических зонах.
Хромирование — нанесение хрома на поверхность стали, никеля, меди, латуни электрохимическим способом. В промышленности хромирование применяют для увеличения твердости поверхности, защиты от разрушения и в качестве декорирующей составляющей. Слой хрома защищает деталь от коррозии при высоких температурах до 800°С.
Никелирование — нанесение никеля на поверхность алюминия, железо, стали, меди, цинка и других материалов. Выполняет не только защитную функцию, но придаёт красивый декоративный внешний вид. Никель также используется в качестве подслоя при многослойном нанесении гальванических покрытий.
Оксидирование и пассивация — обработка поверхности металла с созданием на его поверхности защитной окисной плёнки. Обрабатываемые поверхности — сталь, цинк, кадмий, алюминий и его сплавы, титан и т.д. Также является наиболее экономичный и распространенным видом защиты. Характеристики оксидной пленки – это придание материалам защитно-декоративных и диэлектрических свойств.
Меднение — нанесение меди на металлы и неметаллы. Применяется в качестве подслоя, антифрикционного, диффузионного, электропроводящего в технологии производства печатных плат.
Кадмирование – антикоррозионное покрытие. Высокая пластичность таких покрытий обеспечивает герметичность резьбовых соединений. Медленно реагирует с большинством минеральных кислот, устойчив к морскому климату. Возможен синтез из полученных электрохимическим способом плёнок полупроводниковых соединений с заданными свойствами.
Оловянирование или химическое лужение чистым оловом и его сплавами – процесс, нашедший широкое применение в электронике и электротехнике. Чаще всего оловом покрываются токоведущие медные и алюминиевые шины, электроконтакты, корпуса приборов, крепеж из нержавеющей стали, контактирующий с алюминием.
Как мы работаем
При расчете, разработке и проектировании ванн (емкостей) наши специалисты:
- тщательно подбирают материал, из которого они будут изготавливаться, проверяют его стойкость к применяемым средам и компонентам используемых рабочих растворов;
- проектируют 3D модели ванн и емкостей, проводят конструкторские расчеты на прочность, устойчивость и других показателей в специальных CAD-системах.
Примеры работ














У вас есть потребность в гальванической ванне для вашего гальванического процесса или требуется внедрение полного гальванического процесса?
Просим заполнить опросный лист или отправить нам на адрес info@svpolimer.ru техническое задание или запрос. При получении наши специалисты обязательно свяжутся с вами!